Р2АМ9К5
Р2АМ9К5 ГОСТ 19265-73
Массовая доля элемента, % | |||||||||||||
углерода | марганца | кремния | хрома | вольфрама | ванадия | кобальта | молибдена | никеля | меди | серы | фосфора | азота | ниобия |
не более | |||||||||||||
1,00 – 1,10 | 0,20 – 0,5 | 0,20 – 0,50 | 3,80 – 4,40 | 1,50 – 2,00 | 1,70 – 2,10 | 4,70 – 5,20 | 8,00 – 9,00 | 0,6 | 0,25 | 0,030 | 0,030 | 0,05 – 0,10 | 0,10 – 0,30 |
Твердость | Температура 0С | ||
после отжига | После закалки с отпуском, HRCэ (HRC), не менее | закалки | отпуска |
HB, не более | |||
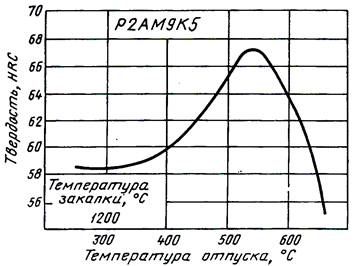
285 | 65 (64) | 1200 | 540 |
Температура нагрева для закалки и отпуска образцов должна соответствовать значениям, указанным в таблице.
Охлаждение образцов после закалки проводят в масле.
Отпуск образцов проводят двух-, трехкратный, с выдержкой по 1 ч. и охлаждением на воздухе.
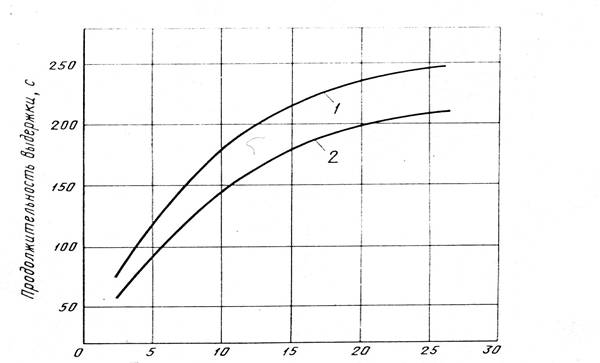
Время выдержки при нагреве устанавливают согласно черт. 1.
Толщина (диаметр) образца, мм
1. – для прямоугольных образцов
2. – для круглых образцов
Кривая зависимости твердости от температуры отпуска
Вязкость | Сопротивление износу | Шлифуемость | Красностойкость 59HRCэ при отпуске в течении 4ч, 0С | Особые свойства | Назначение |
Хорошая | Хорошее | Повышенная | 630 | Повышенная склонность к обезуглероживанию и нагреву при закалке. | Для режущих инструментов при обработке улучшенных легированных, а также нержавеющих сталей. |
Сортамент:
Сталь изготавливается в виде прутков и полос.
По форме, размерам и предельным отклонения сталь должна соответствовать требованиям:
горячекатаная круглого и квадратного сечений – ГОСТ 2590-88 и ГОСТ 2591-88;
кованая – ГОСТ 1133-71;
полосовая – ГОСТ 4405-75;
калиброванная – ГОСТ 7417-75;
сталь со специальной отделкой поверхности – ГОСТ 14955-77 диаметром от 1 до 25 мм включительно.